
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

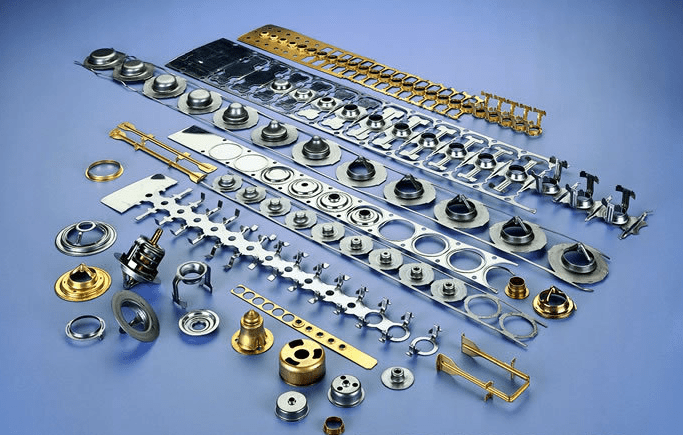
Zer da metal estanpazioa?
Metalezko estanpazioatrokelen artean metal hotza jartzea dakar (prozesu batzuek materiala ere berotzen dute). Metalezko materiala nahi den forman sakatzen da tresna edo osagai handiagoa sortzeko. Fabrikazio-industriako pertsona batzuek metalezko estanpazioa prentsatzea dela esan dezakete.
Estanpazioa makinaren barruan hiltzen da metala moztu edo estutu. Trokel hauek proiektu bakoitzerako bereziki diseinatuta daude. Trokelak egiteko denbora luzea behar den arren, estanpazio-prozesua azkarra da. Estanpazioa eskala-ekonomiak dituen prozesatzeko modu bat da, eta produktu baten ekoizpenaren urratsetako bat edo urrats bakarra izan daiteke.
Estanpazio-prozesuak zulaketa, zuriketa, embossing, flanging, tolestura eta txanponketa-prozesuetan ere bana daitezke. Estanpazioaren aldakortasunari esker, ekoizpen-metodo ezin hobea da automobilgintza, militarra, garraio publikoa eta manufaktura bezalako industrietarako, baita beste hainbat industriarentzat ere.
Estanpazio motak
Gehien erabiltzen diren estanpazio-prozesuen artean doitasuna, metal beroa eta trokel progresiboa daude, besteak beste. Erabilitako estanpazio mota nahi den produktu bukatuaren araberakoa da.
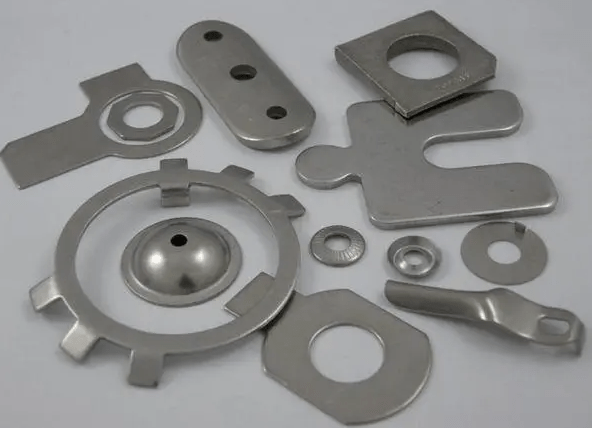
1. Zehaztasun metalezko estanpazioa
Doizko estanpazioak goratutako irudiak edo 3D piezak sortzen ditu eta tolerantzia estuekin amaitutako produktuak ekoizten ditu. Beste estanpazio-modu batzuekin alderatuta, doitasunezko estanpazioak makinen arteko material-mugimendu gutxiago dakar, eta horrek prozesua azkarragoa egiten du.
Hegazkinen piezak, motorraren osagaiak, elektronika, telekomunikazio ekipoak eta prototipoak zehaztasun metalezko estanpazioa erabiliz egiten dira maiz. Estanpazio-metodo honen zehaztasun handiak diseinu konplexuak eratzeko aukera ematen du, beren zehaztapenei eutsi behar dietenak. 0,025 mm eta 0,05 mm arteko luzera-perdoitasuna eta 0,012 mm eta 0,025 mm arteko biribiltasun-perdoia izatea kontrola daiteke.
Prozesu honen aldakuntza mikro-zehaztasun estanpazioa da. Metodo honek 0,05 mm eta 0,12 mm bezain meheak diren elektronika edo medikuntza industriarako pieza konplexuak sor ditzake.
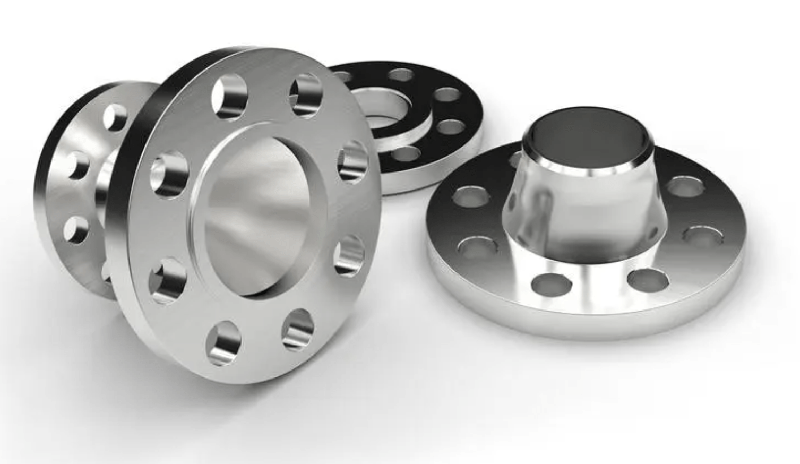
2. Metalezko estanpazio beroa
Beroametal estanpazioamuturreko beroa erabiliz metala eratzeko prozesua da. Boro altzairua 930 gradu Celsius baino gehiagotan berotzen da eta ondoren trokelean itzaltzen da. Emaitza erresistentzia handiko altzairuzko osagai arina da.
Metal beroko estanpazio-piezen abantaila nagusiak trakzio-erresistentzia handia eta pieza konplexu guztiak bakarrean osatzeko gaitasuna dira, amaitutako produktuan osotasun maila altuarekin. Modu honetan ekoitzitako piezek ere ez dute malgutasunik eta deformaziorik jasaten, erresistentzia handiko altzairu osatutako beste pieza batzuek bezala. Baina, bestalde, bigarren mailako prozesatzeko zailtasuna ere handia da, eta horrek oso zaila egiten du konformatu ondoren moztea eta moztea.
Beroa egitekometal estanpazioa, hainbat ekipamendu behar dituzu, besteak beste:
Metala behar den tenperaturara berotzeko gai den berogailu-sistema
Hozteko sistema
Manipulazio sistema automatikoa, pieza beroak ezin baitira eskuz maneiatu
Shock termikoaren aurrean oso erresistenteak diren erreminta-materialak
Prentsa hidraulikoak/servo-prentsak geldialdi funtzioarekin
Garrantzitsuena - prozesatzeko ekipo guztiek segurtasun baldintza guztiak bete behar dituzte
3. Metalezko estanpazio progresiboa
Estanpazio progresiboak, trokelen estanpazio progresibo bezala ere ezagutzen dena, materiala estanpazio-estazio anitzetatik pasatzen du, eta horietako bakoitzak materiala banaka prozesatzen du, fase ezberdin horietan metal-xafla beti zerrenda luzeari atxikita. Azken makinak amaitutako produktua metalezko bandatik mozten du.
Trokelaren estanpazio progresiboa aukera ona da eskala handiko eta epe luzeko ekoizpen prozesuetarako, trokelaren bizitza luzatzen duelako, lote handietan kontrola daitekeen zehaztasuna mantentzen duelako eta hondakin gutxien sortzen duelako.
Prentsa desberdinak behar ditzaketen pieza handiagoak sortzerakoan, transferentzia trokel estanpazioa erabili beharko duzu. Prozesu hau estanpazio progresibotik ezberdintzen da modu txiki batzuetan soilik. Pieza metalezko bandatik bereizten da hasieran, eta uhal garraiatzaile batek pieza makinatik makinara transferitzen du.
Aurrekoa:Doizko estanpazio-piezen aplikazioa


