
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Etxetresna elektrikoen hutsegite-prozesuaren analisia: garbigailuaren karkasa eta hozkailuen barruko eta kanpoko panelak adibide gisa hartuta.
Etxetresna elektriko modernoen ekoizpenean, zuriketa-prozesua fabrikazio-prozesuaren zati erabakigarria da. Blanking-prozesuak etxetresna elektrikoen funtzionaltasunaren eta itxuraren oinarriak ezartzen ditu metalezko xaflak behar den forma eta tamainan moztuz. Artikulu honetan garbigailuen maskorrak eta hozkailuaren barruko eta kanpoko panelak zuritzeko prozesua laburki eztabaidatuko da, eta prozesu bereko beste osagarri batzuetara zabalduko da.
1. Blanking-prozesuaren ikuspegi orokorra
Blanking-prozesuak lehengaien prestaketa, moldeen diseinua, blanking-eragiketa eta postprozesatzea bezalako urratsak hartzen ditu batez ere. Metalezko xaflak behar diren piezak zula daitezke, doitasun handiko puntzonatzeko makina eta moldeen bidez. Ondoren, pieza horiek azken etxetresna elektrikoen produktuetan muntatzeko erabiliko dira. Blanking-prozesuak zehaztasun handia ez ezik, ekoizpen-prozesuaren egonkortasuna eta eraginkortasuna ere eskatzen ditu.
2. Garbigailuaren oskola zuritzeko prozesua
①. Materialen aukeraketa: Garbigailuen maskorrak hotzean ijetzitako altzairuzko plakez edo altzairu herdoilgaitzezko xaflaz egin ohi dira. Hotzean ijetzitako altzairuzko plakak oso erabiliak dira konformagarritasun eta ekonomia onagatik. Materialaren lodiera, oro har, 0,8 mm eta 1,5 mm artekoa da, eta altzairu herdoilgaitzezko plakak maiz erabiltzen dira goi-mailako garbigailuetan, korrosioarekiko erresistentzia eta itxuraren kalitatea hobetzeko.
②. Moldearen diseinua: maskorraren zuriketa-moldea diseinatu behar da maskorraren gainazal kurbatu konplexura egokitzeko. Moldearen zehaztasunak zuzenean eragiten dio oskolaren tamainari eta formari. Normalean, oskolaren zuriketa bi urratsetan banatzen da: zulaketa zakarra eta zulaketa fina. Puntzonaketa zakarrak hondakin gehienak kentzen ditu, eta puntzonaketa finek azken dimentsioko zehaztasuna eta gainazaleko akabera bermatzen ditu.
③. Blanking-eragiketa: zuritzeko makina aukeratzeak produkzio-eraginkortasuna eragiten du. Hunketa-makina hidraulikoak edo mekaniko-makina xurgatzeko parametroak doi ditzake, hala nola, presioa eta abiadura ekoizpen-beharren arabera. Ekoizpen prozesuan, zuritzeko makina aldizka ikuskatu eta mantendu behar da ekoizpenaren egonkortasuna bermatzeko.
④. Postprozesatzea: zuritu ondoren oskola normalean desbastatu, garbitu eta gainazal tratatu behar da. Desbarbaketa makina baten bidez egin daiteke, garbiketa-urratsak gainazaleko zikinkeria kentzen du eta gainazaleko tratamenduak ihinztadura edo galvanoplastia barne hartzen ditu oskolaren iraunkortasuna eta estetika hobetzeko.
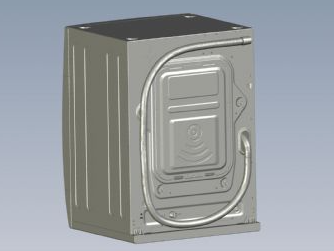

3. Hozkailuen barruko eta kanpoko panelak zuritzeko prozesua
①.Materialen hautaketa: hozkailuen barruko panelak, oro har, altzairu herdoilgaitzezko xaflez eginda daude, korrosioarekiko erresistentzia eta garbigarritasun bikaina dutenak. Kanpoko panelak hotzean ijetzitako altzairuzko xaflez eginda daude gehienbat, eta galbanizatuta daude korrosioarekiko erresistentzia areagotzeko. Materialaren lodiera 0,7 mm eta 1,2 mm artekoa izan ohi da.
②. Moldearen diseinua: hozkailuaren barruko eta kanpoko panelen moldeen diseinuak pieza ezberdinen forma eta lodiera baldintzak kontuan hartu behar ditu. Bereziki, barruko panela egiturazko erresistentzia jakin bat izateko diseinatu behar da barne isolamendu materialari eta kondentsazio-hodiari eusteko.
③. Puntzonatzeko eragiketa: puntzonatzeko makinaren funtzionamenduak presioa eta abiadura egokia ezartzea barne hartzen du plaka ezberdinen zulaketa-eskakizunak betetzeko. Puntzonaketa-parametroak zorrozki kontrolatu behar dira ekoizpen-prozesuan zehar piezen zehaztasuna eta koherentzia bermatzeko.
④. Postprozesatzea: zulaketa ondoren hozkailuaren barruko eta kanpoko panelak desbastatu, garbitu eta gainazal tratatu behar dira. Barneko panela normalean korrosioaren aurkakoarekin tratatu behar da, eta kanpoko panela ihinztatu behar da itxura eta iraunkortasuna hobetzeko.
4. Prozesu bereko beste osagarri batzuk
Garbigailuaren oskolaz eta hozkailuaren barruko eta kanpoko panelez gain, etxetresna elektrikoen pieza askok zulaketa-prozesua ere erabiltzen dute. Adibidez:
①. Mikrouhin-labearen oskola: mikrouhin-labearen oskolaren zulaketa-prozesua garbigailuaren oskolaren antzekoa da, batez ere hotzean ijetzitako altzairuzko plaka edo altzairu herdoilgaitzezko plaka erabiliz. Maskorra zehaztasunez zulatu eta gainazala tratatu behar da itxura eta erradiazioen babeserako funtzioa bermatzeko.
②. Aire girotuaren oskola eta panela: aire girotuaren oskola eta panela, oro har, hotzean ijetzitako altzairuzko plakaz edo aluminiozko aleaziozko plakaz eginda daude. Puntzonaketa-prozesuak beroa xahutzeko eta instalazio-zuloen baldintzak hartu behar ditu kontuan, eta gainazaleko tratamenduak pintura ihinztatzea edo labean egitea barne hartzen du iraunkortasuna eta estetika hobetzeko.
③. Arroz-sukaldearen estalkia: arroz-sukaldearen estalkia altzairu herdoilgaitzezko xaflaz egina izan ohi da, zulatua, sakona eta gainazal tratatua itsasten aurkako estaldura duen forru bat osatzeko. Puntzonaketa-prozesuak forruaren zehaztasuna eta egitura-indarra bermatzen du prozesu honetan zehar.
④. Labearen estalkia: labearen estalkia tenperatura altuko altzairu herdoilgaitzez egin ohi da. Puntzonaketa prozesuak moldeen diseinu zehatza eta prozesuen kontrol zorrotza barne hartzen ditu forruaren tenperatura altuko erresistentzia eta higiene-errendimendua bermatzeko.
5. Laburpena
Garbigailuen maskorrak eta hozkailuaren barruko eta kanpoko panelen zulaketa-prozesua funtsezko lotura da etxetresna elektrikoen ekoizpenean, hainbat urrats hartzen ditu barne, hala nola, materiala hautatzea, moldeen diseinua, zulaketa-eragiketa eta postprozesatzea. Prozesu horien bidez, azken produktuaren funtzionaltasuna eta itxura kalitatea bermatzen dira. Antzeko zulaketa-prozesuak oso erabiliak dira etxeko tresnen beste osagai batzuen ekoizpenean, hala nola, mikrouhin-labeen maskorrak, aire girotuko panelak, arroz-sukaldearen estalkia, etab. Teknologiaren aurrerapenarekin, zuriketa-prozesua optimizatzen jarraituko du, eta gehiago sustatzen du. etxetresna elektrikoen industriaren garapena.


