
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Marrazketa sakoneko teknologiaren hastapena: hozkailuko ateen panelak eta garbigailuaren bidoiak
1. Marrazketa sakonaren prozesuaren ikuspegi orokorra
Deep Drawing metalak prozesatzeko teknologia bat da, hainbat produktu industrial fabrikatzeko. Batez ere metalezko xaflak sakonera eta forma konplexuak dituzten produktuak bihurtzeko erabiltzen da estanpazio-ekipoen bidez. Prozesu honek indar handiko piezak eta forma konplexuak dituzten piezak ez ezik, materialaren erabilera hobetu eta hondakinen sorrera murrizten du.
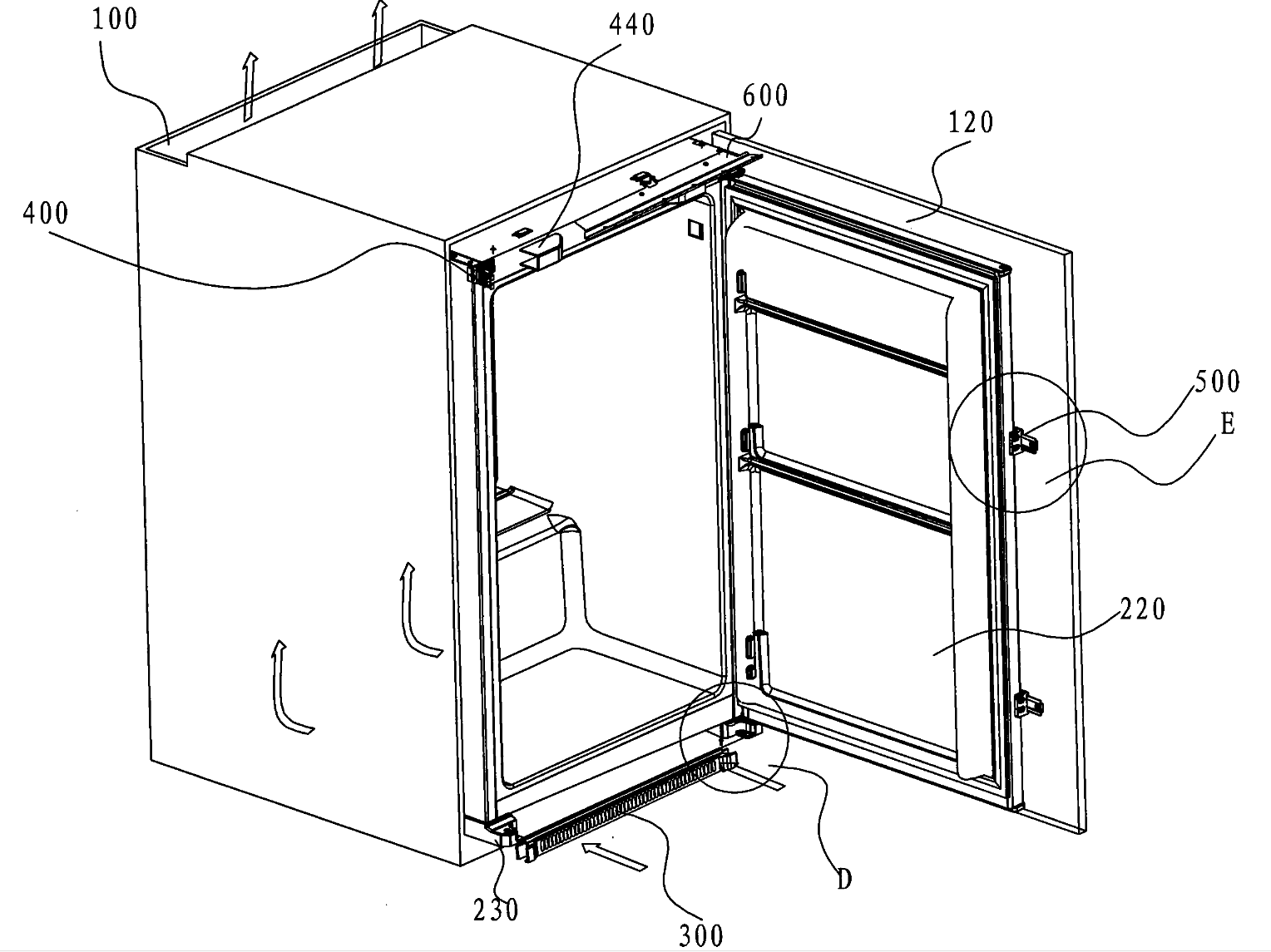
2. Hozkailuko Ate Panelen Marrazketa Prozesua
2.1 Prozesuaren Fluxua
Hozkailuko ate panelen fabrikazioa normalean metalezko material egokiak aukeratzen hasten dira, hotz ijetzitako altzairuzko xaflak edo aluminiozko aleazioak adibidez. Prozesatzeko prozesuak urrats nagusi hauek ditu:
Ebaketa eta aurretratamendua: Lehenik eta behin, metalezko xafla tamaina egokian mozten da eta garbitzen da gainazaleko olioa eta oxidoak kentzeko.
Aurrez zulatzea: metalezko xaflan zuloak edo zirrikitu batzuk egitea materialaren plastikotasuna hobetzeko ondorengo eragiketak egiteko.
Marrazketa sakona: metalezko xafla marrazteko trokel batean jartzen da eta xafla pixkanaka luzatu eta presio bidez eratzen da. Urrats honek fase anitz izan ditzake konformazio prozesuan xafla ez pitzatuko dela ziurtatzeko.
Akabera eta ikuskapena: Konformatu ondoren ate-panelak mozten dira gehiegizko hondakinak kentzeko, eta neurriak egiaztatzen dira eta kalitatea ikuskatzen da.
2.2 Puntu teknikoak
Materialaren hautaketa: materialaren lodierak, gogortasunak eta harikortasunak eragin zuzena dute marrazketa sakonaren kalitatean. Material gogorregiek pitzadurak sor ditzakete, eta material bigunek, berriz, ezin izango dute forma mantendu.
Moldearen diseinua: moldearen diseinuak zehatza izan behar du metalezko xafla deformaziorik gabe uniformeki luzatu ahal izateko. Moldearen lubrifikazio- eta hozte-sistema ere funtsezkoa da marruskadura eta bero metaketa murrizteko.
Konformazio-parametroak: marrazketa-abiadura, presioa eta tenperatura bezalako parametroak barne, materialaren propietateen eta amaitutako produktuaren eskakizunen arabera egokitu behar direnak konformazio efektu onena lortzeko.
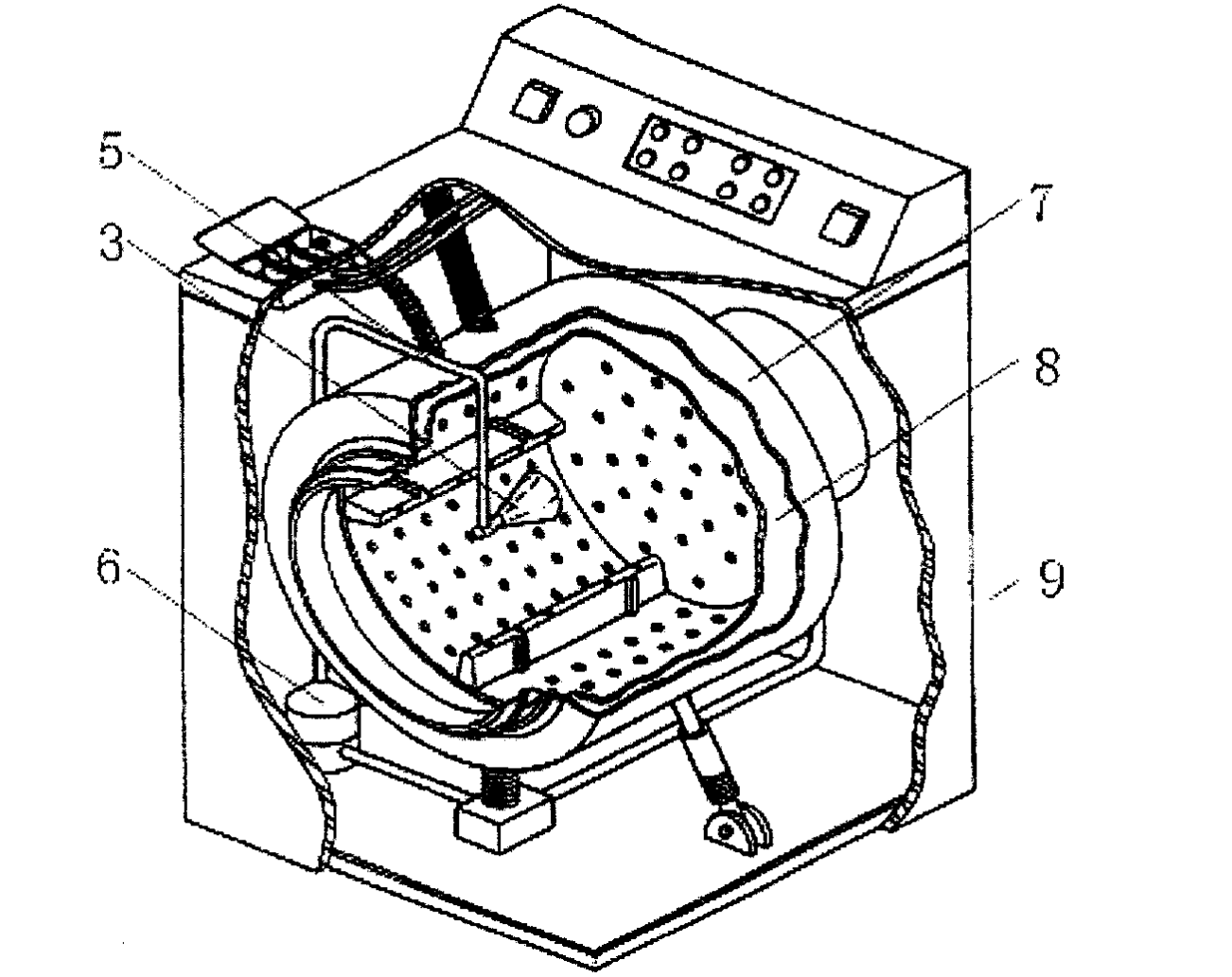
3. Garbigailuaren danborraren marrazketa sakona
3.1 Prozesuaren fluxua
Garbigailuaren danborraren ekoizpen-prozesua antzekoa da, baina baldintzak zorrotzagoak dira:
Materiala hautatzea eta prozesatzea: hautatu korrosioarekiko erresistenteak diren altzairuzko plakak, adibidez, altzairu herdoilgaitza, ebakitzeko eta gainazaleko tratamendurako.
Aurrez zulatzea: xaflan aurretilatu zuloak gero konformatzeko.
Marrazketa konformatzea: etapa anitzeko marrazketa prozesu baten bidez, ziurtatu danborraren barruko gainazala leuna eta akatsik gabekoa dela.
Soldadura eta mozketa: Danborraren gorputza soldatu eta moztu behar da osatu ondoren, egituraren egonkortasuna eta zigilatzea bermatzeko.
Ikuskapena: garbigailuaren errendimendua eta segurtasuna bermatzeko uraren estankotasun, oreka eta iraunkortasun probak barne.
3.2 Puntu teknikoak
Materialaren ezaugarriak: Garbigailuaren danborraren gorputzak abiadura handiko eta tenperatura altuko ingurunea jasan behar duenez, altzairu herdoilgaitza erabili ohi den materiala da. Korrosioarekiko erresistentzia eta materialaren indarra dira gakoa.
Marrazketa-teknologia: garbigailuaren danborraren gorputzak normalean marrazketa-teknologia handia behar du danborraren borobiltasuna eta leuntasuna bermatzeko, deformazioa eta estresaren kontzentrazioa saihestuz.
Soldadura-prozesua: doitasun handiko soldadura-prozesua ezinbestekoa da danborraren gorputzaren zigilatzea eta iraunkortasuna bermatzeko.
4. Marrazketa-prozesuari aplikatutako beste produktu batzuk
4.1 Automobilaren karrozeria
Automobilaren karrozeriaren fabrikazioak marrazketa-prozesua hartzen du forma konplexuko gorputz-panelak ekoizteko, hala nola aurreko eta atzeko ateak, teilatuak, etab. Prozesu honek indar handiko metalezko materialak eta moldeen diseinu zehatza behar ditu, indarra eta edertasuna bermatzeko. gorputza.
4.2 Sukaldearen forrua
Sutegiko estalkiak tenperatura altuak eta shock termikoarekiko erresistentea izan behar du. Marrazketa-prozesua erabili ohi da metalezko xafla beroarekiko erresistentea den forru batean osatzeko, eroankortasun termiko ona eta egitura-indarra emateko.
4.3 Hegazkinen oskola
Hegazkinaren oskola eta osagaiak marraketa prozesu sakonaren bidez ekoizten dira sarritan, arin eta indar handiko baldintzak lortzeko. Osagai hauek normalean aluminiozko aleaziozko edo titaniozko aleaziozko materialez eginda daude, eta errendimendua eta segurtasuna konformazio prozesu zehatzen bidez bermatzen dira.
4.4 Suteen Ur depositua
Suteen ur deposituek edukiera handia eta indar handia behar dituzte normalean. Marrazketa-prozesua ur-tanga handien forru-zatia ekoizteko erabiltzen da bolumen eta iraunkortasun nahikoa emateko.
Azkenik
Metalak prozesatzeko teknologia garrantzitsu gisa, marrazketa prozesua oso erabilia da produktuen fabrikazioan hainbat industriatan etxetresna elektrikoetatik hasi eta automobiletaraino. Materialen, moldeen diseinuaren eta konformazio-parametroen kontrol zehatzaren bidez, kalitate handiko piezak ekoitzi daitezke hainbat aplikazio-baldintza betetzeko.



